
�t���~
�@�N�Ͻ�����T���B��׃�Π�B��ʹ�á�Al��Mg�����t���~�ĺϽ�Ԫ�����ӕr,����Cu-Cr�Ͻ�����γ�һ�ӱ��ġ����ܵ��c���w���ٽY���ο���������Ĥ,��ߺϽ�ĸߜؿ����������c�͟���,Al��Mg�ںϽ��еĺ���ͨ����������0.3%��


1����W����
Һ�ྀ�ض�:1075~1080��;
���ྀ�ض�:1070~1073��;
�ȟ���:20��r��385J/(kg.��);
�ጧ��:TBOO��B,20��r��171W/(m.��);THO4��B,20��r��324W/(m.��)��
����Ûϵ��:QCr0.5�Ͻ�20~100��ƽ������Ûϵ����1=17.64*10/�档
2���|������
QCr0.5�Ͻ�20��r�ܶȞ�8890kg/m��
3�������
�����:TBOO��B(���ܑB),20��r��40%IACS;THO4��B(����-��ӹ�-�rЧ�B),20��r��80%IACS��
�����:THO4��B(����-��ӹ�-�rЧ�B),20��r��0.0216u��.cm��
���ض�ϵ��:20~100���0.0033/�档
���W����
���g����:���g��������~,����g���܃��ڼ��~��
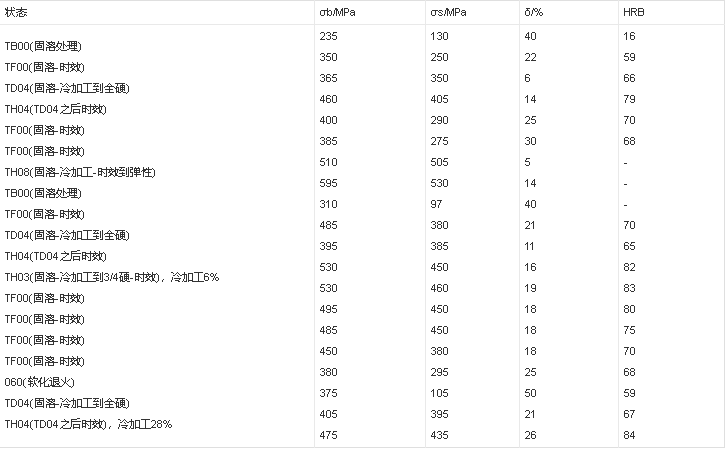
����������:�Ͻ�ߜؿ�������������,�t���~�ߜ���������,Ҋ�±�2��
��2 �t���~�ߜ���������

���W����
��3 C18200��C18400��C18500�t���~�Ͻ��������W����
���d��������0.5%;��500��rЧ3h;��450��rЧ3h��
��ˇ����
1���۟��c�T����ˇ
�t���~�Ͻ�ͨ���������l�Б�늠t�۟����۳���60%~70%��ɰ��30%~40%�����M���܄����w,Ҳ�ɲ����џ�ľ̿���w,������Ó���~���t��Cu-Cr���g�Ͻ�������t��ʽ���롣���Ҹ��w���M�а��B�m�T��,��ע�ضȞ�1300~1360�档
2����������
�t���~�Ͻ��䡢��ӹ���������,���M�ДD������܈�����(Ҫ��呺��M�й���̎��)�ȟ�ӹ�,��ӹ��ضȞ�820~930�档���ܡ��˻���m�����Π�B��,���M�����Ρ���܈���呡���呻�������ӹ���
3����������
�t���~�Ͻ����a�����y�����F��,�����M�К��w���o늻���,��ɢ��ú��Ӳ�λ�������.������Ч���á��ۺ���Ӳ�F�������͟�̎������ϫ@������,�@�N����ͨ������ܛ��B,���S֮ʩ�Ա�Ҫ��̎����ܛ�F����������,�����]����Ȳ�������o���ٻ���������c�������p����
4�������ӹ��cĥ������
�t���~�Ͻ������ӹ��Ԟ��������S�~HPb63-320%�������rʹ�ú�20%�U�͵V��������s��������
����̎��:980~1000�棬10~30min��ˮ��;
�rЧ̎��:425~500�棬2~4h�����䡣
�۟��O��: 0.5 t���l늴ŸБ�늠t��
ԭ����:�|���֔���99.99% ���~, 99.95% ���t, 99.98% ���,48%⋵Ļ��ϡ����
�o������: 10%��-�~�Ͻ�,���ټ��V,�ʯ,��ɰ,ľ̿,�鲣����
��ˇҪ�c����
1���۠t�����ߜʂ�
�۟��t��250kg�Б�늠t,���t(�t�r���Ϟ�98%ʯӢɰ+2%����)��ˢͿ��,Ȼ����ص������
�۟�����:��֡���Ư�������ȹ���ͿˢͿ�ϡ������c���ٽ��|�ĸ��N�۟����߱��ˢ��Ϳ�Ϗص��,��ע��ˢ��Ϳ�Ϻ�ص�ɴ��á�
�tǰ�z�ģ��:�������z�ģ��(�˜�ԇ��)�͏��Ǚz�ģ��(�˜�ԇ��)�Լ�����ԇ��ģ��(�˜�ԇ��)ˢ��Ϳ�Ϻ�ص�ɡ�
2���t�Ϝʂ�
���٠t�ϼ��~���О�100mm��100mm~200mm�K��(ҕ�۠t�ڏ���С) ,�K���^������������ϬF������L�۟��r�g,�����a�������pʧ�����t������c��(1857��) �����10mm���µ��w����,���ڿ����ۻ�����⒰����c�^��(1490��) �����20 mm��20 mmС�K,�����ۻ������ϡ�����c��,��ȼ��,�и��50mm��50mm��С�K�������,�и�ϡ���r���gЪ���ٷ�ֹȼ��,�и�������ú���б��档�o���t���ʯ�����10mm���µ��w����,�ʯ�O���ܳ����ڸ���h���·���,�ܳ�����ʯ(�������)ǧ�f���ɼ���t�С�ľ̿�K�������20mm���ҵ��w�����ɡ���ɰ����880��ض���ȥ���Y��ˮ��Y�K,�K�ȿ�����50mm���ҡ��鲣 ���K�Ȳ�����100mm���^��K�ȵĽ��٠t�ϲ����ںϽ��ۻ�,�Еr߀�l�����ϬF��,�����٠t�ωK���^С�r���A���^�������a�������F�K���^С���o���t��(���w��)�ܺܿ���չ���wҺ�B����,�K���^��r�����ڿ��ٸ��wҺ�B���١�
3���t�ϼ���ˇ�b���A��
3.1 ���٠t��
���~�A����500~600 ��r�ʂ����,������������A��t�A��,���������A��,�r�g���ó��^30min,��t���a�������F���t�w���A����200~300 ��r�����~Ƥ����,ÿ���|��������1.0 kg�� ����A���������,��������t�A����100~200 ��r�����~Ƥ����,������^�ߵĜض�(300������)�A����c�՚��е����l���������pʧ�����ϡ������������ȼ��,�����~Ƥ��������ڠt�_�A�ἴ��,��Ҫ�r�̙z���A��ض�,��ֹ�^��ȼ����
3.2 �o���t��
�ʯ��ľ̿(���ȸ���)�ɲ��A��,�鲣���A����50~100 �����,��ɰȥ���Y��ˮ��ʹ��,������ԇ�Ӻ͏���ԇ��ģ���A����40~60 �����,��ע���A����800 �����ϕr���á�
3.4�۟�
һ�Мʂ乤���;w���۠t����A����500 �����ϕr�����۟�(���Рt�ϲ�����B����) �����������ײ������ʯ��ľ̿���鲣������ɰ(�ʯ��ľ̿���鲣������ɰ=40��40��15��5) , ����Ը��wҺ�B����100 mm���Ϟ���,Ȼ��������֮���A���ļ��~(�����֮һ���۟������{��Һ�B���ٜض�)�����ۻ�,���~���ۻ���Һ�B�r��Ȼ���������ײ�,���w��Ư����Һ�B�����ϲ�,��ȫ���w�~Һ,ע���^��Һ�B���ٱ���,�����w������100mm�r�a����100mm����,���^�̱������۟��Y�������۟��ض��_��1200~1250��r����ּ�������֮�����~(��������ռ�~Һ�|����0.3%~0.5%) �AÓ��,Ȼ��,�քe���A��õ��t��Ⓖ��뵽���~Һ�ײ�����֮һ̎,�t(7.19g/cm)���ܶ��^С����ͨ���ֱ�Ӽ��뼴��;�(8.9 g/cm)���ܶ��c�~���o��,����r��ֹ���������ײ����y���ۻ�,�Î��з���b�õ���ַ�������,����ʹ�����c���t(1857 ��) �� �(1490��) Ѹ���ۻ���Һ�B�������Ҝp������,���b���t��⒵������Һ�B�������������ĈA�����Ƅ�,ֱ���t��Ⓗ�����ȫ�ۻ����~Һ��;Ȼ����ʣ������֮һ�ļ��~�{��Һ�B���ٜض�,���ض��{����1200 �����ҕr,�ټ���ʣ������֮һ�����~����Ó��,֮��ַ�2~3������ּ�����ϡ��,�����������V(��������ռ�~Һ�|����0.1%~0.3%) ���������x���ײ����֮һ̎�������Ӿ������Ś⡢����,������Ϲ�����o��5~10min, Һ�B�����еĚ��w������������ϸ�,��Һ�B���ٜض��_��1180~1200��r�|���z���
B��������ܺ�,늌��ʡ�80%IACS��
C�����õ����g���ܡ�
D�������ܺá�
E���o����,�m�����l������ģ��ʳƷģ��
������:ģо��ʳƷģ���l������ģ��ע���Cע����ȡ�
�t���~�ȼ�����(��0.01)䆡��������õČ����,������,�ߵ�Ӳ��,��ĥ,����,�������Լ�ܛ���ض�,ʹ�Õr�p����,���ӿ��ɱ���,�m�������۽Ӻ��C��늘O�����P�����
����~�мӹ�����~���T������~֮�֡����õ��T������~��Cu-2Be-0.5Co-0.3Si,Cu-2.6Be-0.5Co-0.3Si,Cu-0.5Be-2.5Co�ȡ��ӹ�����~�����������2%����,���a��~����0.3%���,���0.3%��⒡����õļӹ�����~��:Cu-2Be-0.3Ni,Cu-1.9Be-0.3Ni-0.2Ti�ȡ��T������~�t���ڷ������ߡ����Nģ�ߡ��S�����S�����S�����X݆���N늘O�ȡ��ӹ�����~��Ҫ�������N���Џ���Ԫ��,�e��Ҫ�����õĂ������ܡ����g����ĥ���ͺ����o�ŵĸ��NԪ��,��������Ĥ�С�ĤƬ�����y�������_�P�ȡ�

�t�~CC101���g�����t���~��
- �aƷҎ��
- �Rȫ
- �aƷ������
- 5000
- ���Iģʽ��
- ���a��, �Q����
- �����J�C��
- ���J�C
- ������£�
- 2025/11/17 10:13:47
- ���IƷ�ƣ�
- �W�֣��S�m�£����~�����]��̫䓣���䓣���壬һ�ٰٵ�
��̖ CC101 �����˜� BS2870-1980��0Ԫ/�������ڵأ��V�|�|ݸ
�|ݸ���L��ұ�n���ٲ�����

qcr 0.5�t���~���|�����C
- �aƷҎ��
- �Rȫ
- �aƷ������
- ����
- ���Iģʽ��
- ���a��, �Q����
- �����J�C��
- δ�J�C
- ������£�
- 2019/5/10 17:06:45
- ���IƷ�ƣ�
- �Ϻ����
qcr0.5�t���~ �����Լ��m�÷����� qcr0.5�t���~�ڳ��ؼ��ߜ��£�400�棩�����^�ߵď��ȼ�Ӳ�ȣ�����Ժ͌����Ժã���ĥ�Ժ͜pĦ��Ҳ�ܺã����rЧӲ��̎�����ȡ�Ӳ�ȡ�����Ժ͌����Ծ���75Ԫ/ǧ�����ڵأ��Ϻ��Ϻ�
�Ϻ������ٲ�������˾

�t�ۦ���t�ۦ��|�t�ۦ��t�ۦ��όm�ζܦ�S��ֱ�N
- �aƷҎ��
- 300-500
- �aƷ������
- 9999
- ���Iģʽ��
- ���a��
- �����J�C��
- δ�J�C
- ������£�
- 2019/8/20 10:07:26
- ���IƷ�ƣ�
product name Ʒ �� company number �� ̖ td��150Ԫ/�������ڵأ��ӱ����_
�όm���ζܺϽć�Ϳ����˾

-
�Ϻ���܌��I����˾
��r��1Ԫ
 �湫�W���� 43052302000106̖
�湫�W���� 43052302000106̖