
 úñ32
úñ32 úñ32
úñ32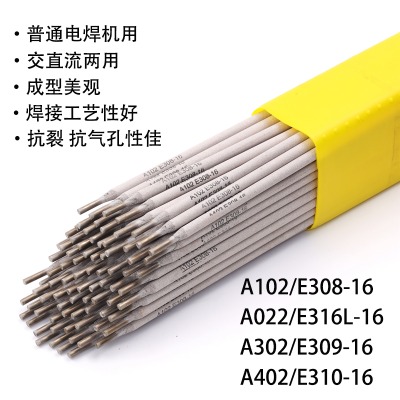 úñ24
úñ24 úñ18
úñ18 úñ18
úñ18 úñ18
úñ18 (1╝ë(j¿¬))
(1╝ë(j¿¬))ãı═¿ò■(hu¿¼)åT
³S¢ø(j¿®ng)└Ý (¤╚╔·)
ÙèÈÆú║ 0319 5208177
╩ÍÖC(j¿®)ú║


Ë├═¥ú║
▀mË├Ë┌022Cr17Ni12Mo2▓╗õPõô¢Y(ji¿ª)ÿï(g¿░u)╝░║©║¾▓╗─▄▀M(j¿¼n)ððƒß╠Ä└ÝÁ─Òt▓╗õPõôíóÅ═(f¿┤)║¤õô║═«ÉÀNõôÁ╚Á─║©¢Ë .
╠ÏðÈ:
¢╝t╩»ð═╦ÄãñÁ─│¼Á═╠╝Cr18Ni12Mo2▓╗õPõô║©ùlíó¥▀Ëð┴╝║├Á─║©¢Ë╣ñ╦çðÈ─▄íó╦Äãñ─═░l(f¿í)╝tíó┐╣Ú_┴Ðíó¥▀Ëð┴╝║├Á──═©»╬gíó─═ƒß╝░┐╣┴Ðíó┐╣ÜÔ┐ÎðÈ─▄ .
ÙèÈ┤ÿOðÈ:
¢╗┴¸íóÍ▒┴¸À┤¢Ëú¿ACíóDCú½ú®íó═ã╦]▓╔Ë├Í▒┴¸À┤¢Ë .
╚█À¾¢î┘╗»îW(xu¿ª)│╔ÀÍú¿úÑú®
Èç‗×(y¿ñn)Ýù(xi¿ñng)─┐
C
Mn
Si
P
S
Cr
Ni
Mo
Cu
GB/Tÿ╦(bi¿ío)£╩(zh¿│n)
í▄0.04
0.50í½2.50
í▄1.00
í▄0.040
í▄0.030
17.0í½20.0
11.0í½14.0
2.0í½3.0
í▄0.75
└²ÍÁ
0.025
1.20
0.60
0.021
0.007
19.05
11.60
2.45
0.038
╚█À¾¢î┘┴ªîW(xu¿ª)ðÈ─▄
Èç‗×(y¿ñn)Ýù(xi¿ñng)─┐
Rmú¿MPaú®
A(úÑ)
GB/Tÿ╦(bi¿ío)£╩(zh¿│n)
í¦490
í¦25
└²ÍÁ
570
46
║©¢Ë╬╗Í├
àó┐╝Ùè┴¸
║©ùlÊÄ(gu¿®)©±ú¿mmú®
ªÁ2.5
ªÁ3.2
ªÁ4.0
ªÁ5.0
║©¢ËÙè┴¸ú¿Aú®
ã¢║©íóÖM║©
50í½90
80í½120
100í½150
140í½180
┴ó║©íóÐ÷║©
60í½80
90í½110
110í½140
í¬
║©¢Ë╣ñ╦çʬ³c(di¿ún):
1.║µ©╔ʬþú║║©Ã░║©ùlÝÜ¢ø(j¿®ng)300íµ▒ú£Ï1híóÙS║µÙSË├ .
2.▓╔Ë├¢╗┴¸║©¢Ëòr(sh¿¬)íó´w×R¦^┤¾íó╦ÄãñÊÎ░l(f¿í)╝tíó╚█╔¯¦^£\íóÊ‗┤╦¢¿Îh▓╔Ë├Í▒┴¸À┤¢Ë║©¢Ë .
3.║©¢Ëòr(sh¿¬)▒M┴┐▓╔Ë├ðíÙè┴¸╝░Â╠╗í║©íóö[äË(d¿░ng)À¨Â╚▓╗Ê╦▀^┤¾ .
| ┬ô(li¿ón)¤Á╚╦ | ðÞþöÁ(sh¿┤)┴┐ | òr(sh¿¬)Úg |
|---|---|---|
| ò║ƒo«a(ch¿ún)ãÀÈââr(ji¿ñ)Ëøõø | ||
 úñ32
úñ32  úñ32
úñ32  úñ24
úñ24  úñ18
úñ18  úñ18
úñ18  úñ18
úñ18  úñ18
úñ18  úñ30
úñ30  úñ28
úñ28  úñ28
úñ28  úñ18
úñ18  úñ18
úñ18  úñ20
úñ20  úñ22
úñ22  úñ22
úñ22