 (1級(jí))
(1級(jí))普通會(huì)員
黃經(jīng)理 (先生)
電話: 0319 5208177
手機(jī):


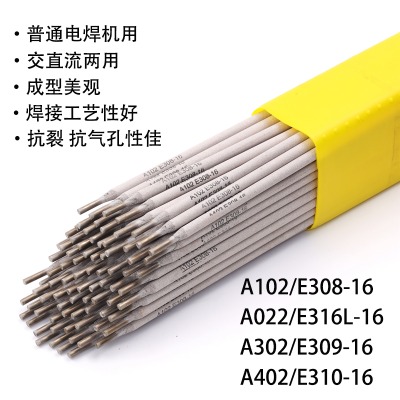
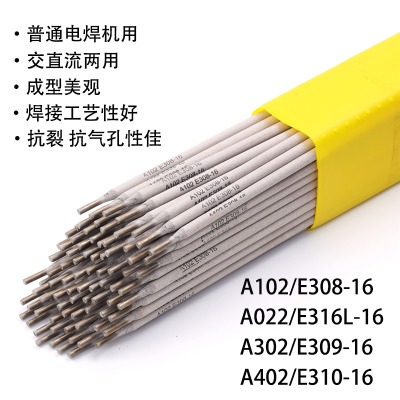
用途:
適用于06Cr23Ni13及相同類型的不銹鋼、不銹鋼襯里、異種鋼以及高鉻鋼、高錳鋼等的焊接 .
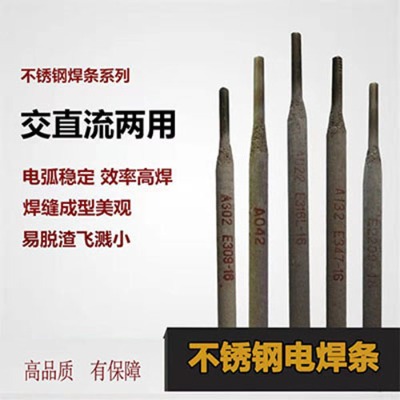
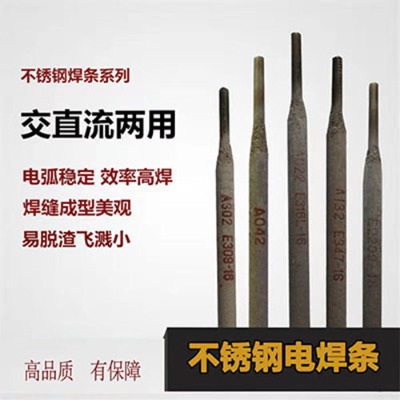
特性:
金紅石型藥皮的 Cr23Ni13不銹鋼焊條、良好的焊接工藝性能、熔敷金屬具有良好的抗裂性能及抗氧化性能 .
電源極性:
交流、直流反接(AC、DC+)、推薦采用直流反接 .
熔敷金屬化學(xué)成分(%)
試驗(yàn)項(xiàng)目
C
Mn
Si
P
S
Cr
Ni
Mo
Cu
GB/T標(biāo)準(zhǔn)
≤0.15
0.50~ 2.50
≤1.00
≤0.040
≤0.030
22.0~25.0
12.0~14.0
≤0.75
≤0.75
例值
0.055
1.45
0.70
0.021
0.009
24.25
12.75
0.35
0.035
熔敷金屬力學(xué)性能
試驗(yàn)項(xiàng)目
Rm(MPa)
A(%)
GB/T標(biāo)準(zhǔn)
≥550
≥25
例值
595
40
焊接位置
參考電流
焊條規(guī)格(mm)
Φ2.5
Φ3.2
Φ4.0
Φ5.0
焊接電流(A)
平焊、橫焊
50~90
80~120
100~150
140~180
立焊、仰焊
60~80
90~110
110~140
—
焊接工藝要點(diǎn):
1.烘干要求:焊前焊條須經(jīng)300℃保溫1h、隨烘隨用 .
2.采用交流焊接時(shí)、飛濺較大、藥皮易發(fā)紅、熔深較淺、因此建議采用直流反接焊接 .
3.焊接時(shí)盡量采用小電流及短弧焊、擺動(dòng)幅度不宜過(guò)大 .
| 聯(lián)系人 | 需求數(shù)量 | 時(shí)間 |
|---|---|---|
| 暫無(wú)產(chǎn)品詢價(jià)記錄 | ||